新闻中心
单线宽牙的冷挤压工艺
1.车毛坯,如图1,为确保后序模具压制的齿形单线宽牙的精确定位,各公差外圆按名义尺寸放研0.02mm,其余按图加工。
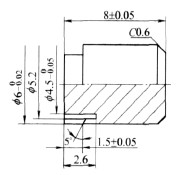
图 1
2.软化处理,如图2,硬度110~120HBW。
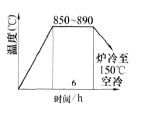
图 2
3.酸洗。
4.冷挤压成形,如图3。
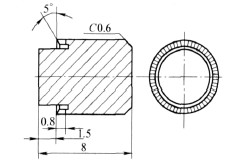
图 3
上一篇:自制嵌螺母“压齿”冷挤压工艺分析
下一篇: 简易双层牙螺丝冷挤压模的设计
返回1.车毛坯,如图1,为确保后序模具压制的齿形单线宽牙的精确定位,各公差外圆按名义尺寸放研0.02mm,其余按图加工。
图 1
2.软化处理,如图2,硬度110~120HBW。
图 2
3.酸洗。
4.冷挤压成形,如图3。
图 3
上一篇:自制嵌螺母“压齿”冷挤压工艺分析
下一篇: 简易双层牙螺丝冷挤压模的设计
返回